晶圓倒角機加工圓弧面出現差異的原因涉及多個方面,以下從機械、材料、操作及技術參數等角度進行詳細分析:
一、機械因素
1、設備磨損與間隙
刀具磨損:金剛石磨輪長時間使用后磨損不均勻,導致切削力波動,圓弧面出現局部過切或欠切。
傳動間隙:設備絲杠與螺母副因磨損產生反向間隙,尤其在換向時引發振動,影響圓弧插補精度。
2、夾具與定位
固定不牢固:晶圓未完全固定或夾具設計不合理,加工時發生微小位移,導致圓弧面不對稱。
中心定位偏差:晶圓中心與磨輪軸線未對齊,產生偏心加工,邊緣面幅寬度差異顯著。
3、振動與剛性
加工振動:設備剛性不足或轉速過高引發振動,導致圓弧面出現波紋或凹凸。
二、材料因素
1、晶圓翹曲度
原始應力:晶圓切割后殘留內應力,導致邊緣翹曲,倒角后圓弧面均勻性下降。
翹曲影響:實驗表明,翹曲度每增加10μm,面幅寬度差異可能擴大0.5-1μm。
2、材料脆性
崩邊與裂紋:硅、碳化硅等脆性材料在加工中易產生微裂紋,導致邊緣局部剝落,影響圓弧面質量。
三、操作因素
1、加工參數設置
進給速度與深度:參數設置不當(如進給過快、切深過大)導致局部過加工。
轉速匹配:晶圓轉速與磨輪轉速未優化,影響材料去除均勻性。
2、冷卻系統
冷卻不足:冷卻液流量或溫度控制不當,導致局部熱影響區,加劇材料變形。
3、操作技能
人為誤差:操作人員未規范裝夾、調整參數,或缺乏設備維護意識。
四、技術參數與工藝設計
4、磨輪選擇
磨粒尺寸與分布:粗磨輪(如800#)殘留劃痕未完全消除,影響精細倒角(3000#)后的表面質量。
砂輪槽半徑:槽半徑過小易導致邊緣面幅寬度波動,需根據晶圓直徑優化選擇。
5、倒角方案
倒角角度與次數:未根據晶圓厚度調整倒角角度(如11° vs. 22°),或倒角次數不足,導致應力釋放不徹底。
五、改進建議
1、設備維護
定期檢測傳動間隙,采用球桿儀補償誤差;更換磨損刀具,確保切削刃均勻性。
2、工藝優化
對翹曲晶圓增加研磨預處理,改善面幅均勻性;分級使用磨輪(粗磨+精磨),細化表面質量。
3、參數監控
引入在線檢測系統,實時反饋圓弧面輪廓數據,動態調整加工參數。
4、自動化升級
采用PLC控制系統實現參數自動調節,減少人工干預;配置自適應夾具,提升定位精度。
通過上述綜合分析,晶圓倒角機加工圓弧面差異的原因可歸納為機械、材料、操作及工藝設計四大類。實際生產中需結合設備狀態、材料特性與工藝需求,實施系統性優化以提高加工一致性。
")
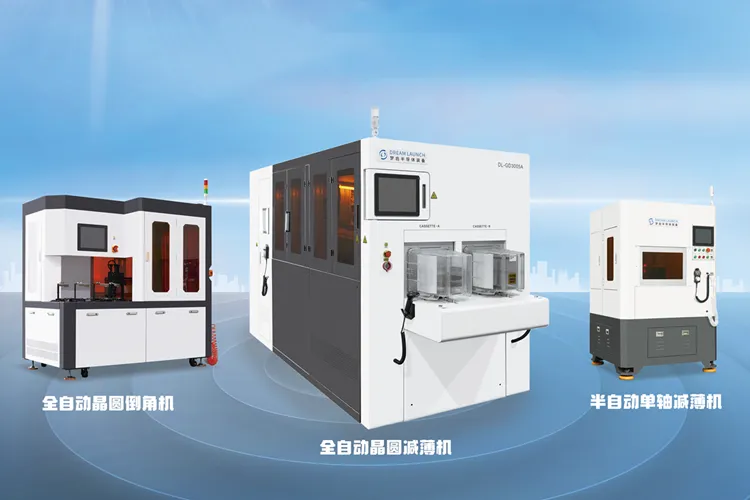
深圳市夢啟半導體裝備有限公司專業研發和生產晶圓減薄機,晶圓倒角機,CMP拋光機,晶圓研磨機,碳化硅減薄機,半導體減薄機,硅片減薄機,晶圓拋光機;歡迎大家來電咨詢或來公司實地考察!